













サービス体制
積層金型技術

試作板金加工に必要不可欠な絞り加工の技術
試作品を製作するには、さまざまな加工技術が必要になりますが、中でも積層金型技術は最も少量多品種対応に威力を発揮する加工方法です。基本的に数量の少ない試作品製作の場合、極力余分な金型や治具を製作しないで完成させる方法を考えます。当然過去に製作した、さまざまな簡易金型や治具など、流用できるものは流用します。試作の技術は、通常の板金加工技術に工夫を加え、納期面、コスト面で付加価値を生むことが重要になります。
積層金型技術の実例
少量の試作品を製作するのに、高額な切削金型を製作する予算はありません。 いかに予算を抑えた上で、必要な精度を保った製品を製作するか?これは試作における最も重要な課題です。試作板金では、平板を積み上げて簡易金型を製作する「積層金型技術」が過去から使われています。
製作の流れを簡単にご説明致します。
※画像をクリックすれば拡大表示されます


この商品を製作する過程をご説明します。
■商品データ
材質 :SECC t0.8
サイズ:160×125×80
■商品データ
材質 :SECC t0.8
サイズ:160×125×80
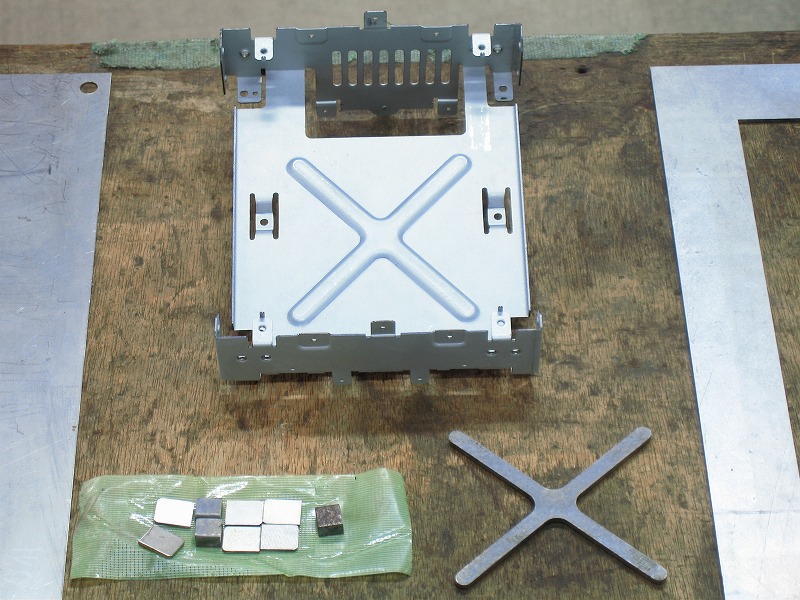
 用意
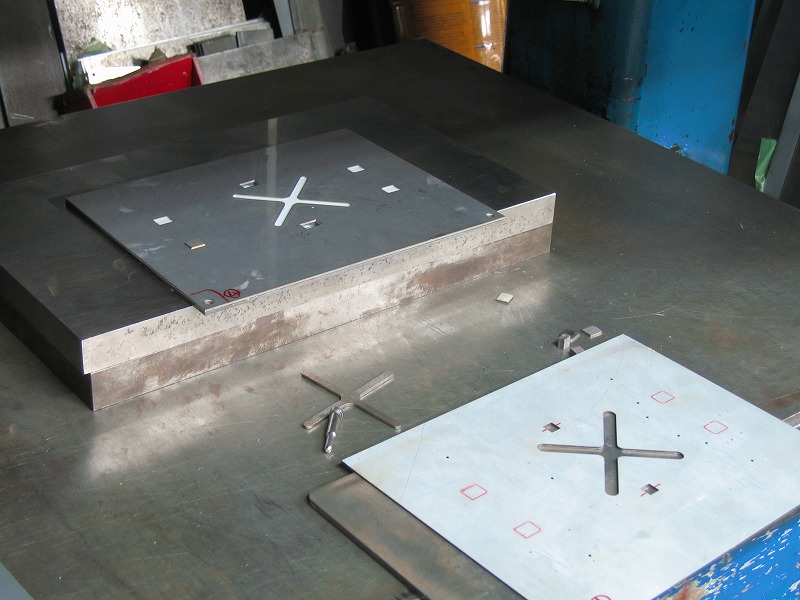
用意用意するのはこのような簡易金型のみです。
1枚1枚はすべて異形状の平板ですが、積み重ねることで、板厚を利用した簡易金型になります。
基本的に金型構成は4種からできており上から、
①パンチ金型(凸型)
②ガイド(パンチ金型の案内役)
③ブランク材(商品となる母材)
④ダイ金型(凹型)
となります。
1枚1枚はすべて異形状の平板ですが、積み重ねることで、板厚を利用した簡易金型になります。
基本的に金型構成は4種からできており上から、
①パンチ金型(凸型)
②ガイド(パンチ金型の案内役)
③ブランク材(商品となる母材)
④ダイ金型(凹型)
となります。



 セッティング
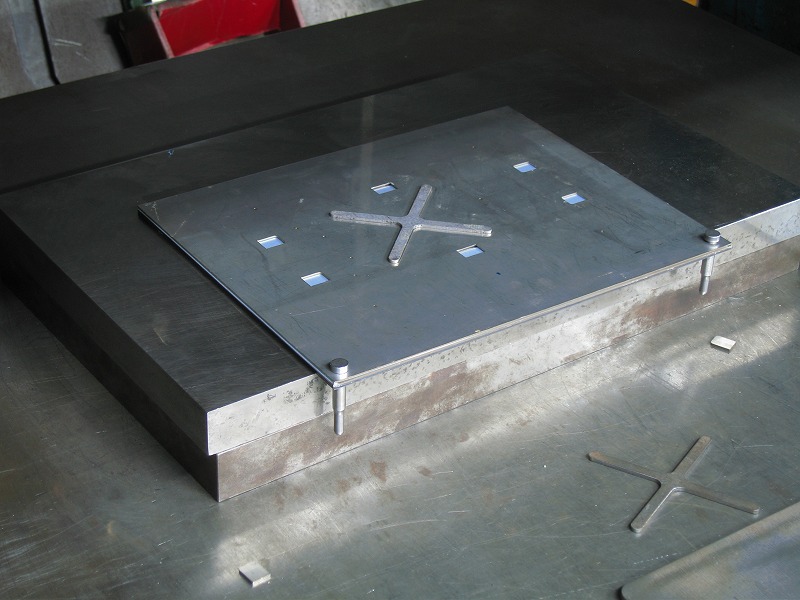
セッティング絞る前のブランク材(③母材)を製作し、積層金型をプレス機にセッティング。
位置決めピンを差し込んで、位置ずれを防止します。
位置決めピンを差し込んで、位置ずれを防止します。

 絞り加工
絞り加工積層金型にて絞り加工を行います。
プレス機は250t機と100t機、2種類所有しており、商品の大きさ、板厚などによって使い分けています。
プレス機は250t機と100t機、2種類所有しており、商品の大きさ、板厚などによって使い分けています。

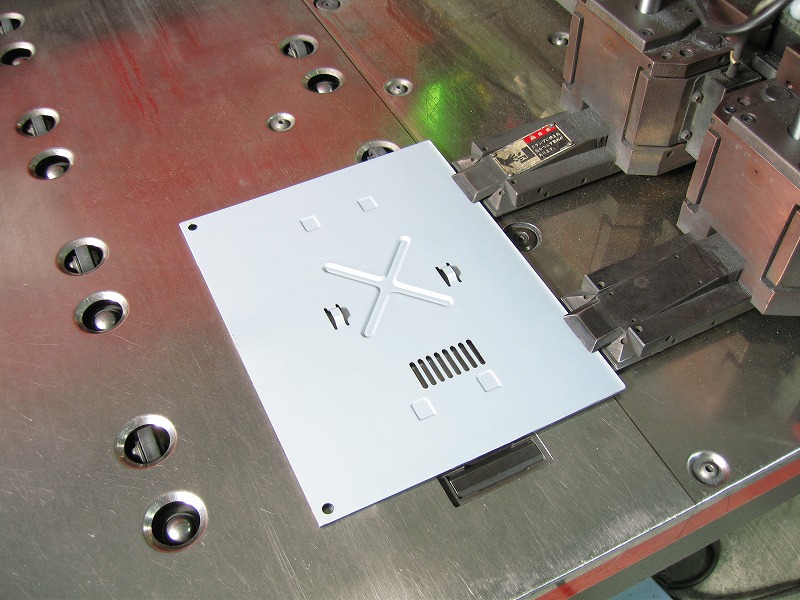
 絞り加工後
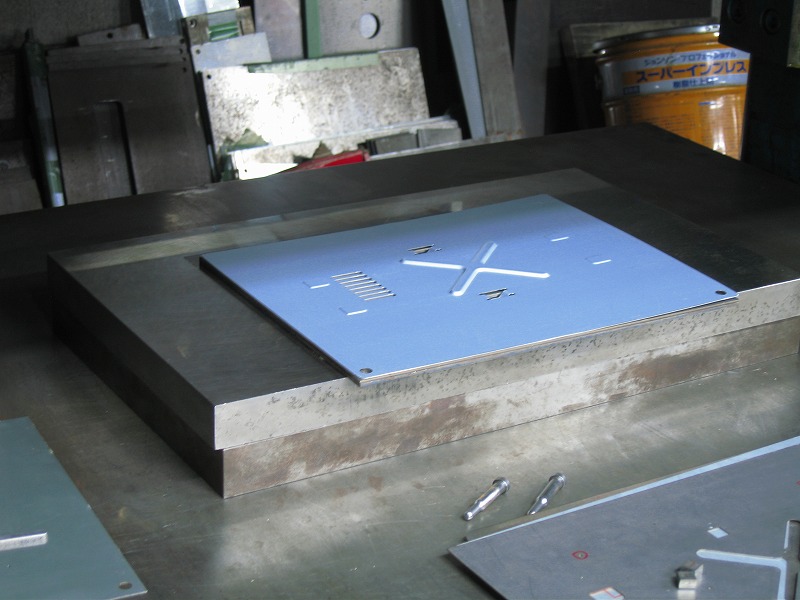
絞り加工後絞り終わるとこのような状態に。
手間がかかりますが、先に絞り加工を行うことで変形のない綺麗な商品になります。
ブランク加工をしてから絞り加工を行うと、当然絞り形状により、材料が引っ張られて、ブランク形状は変形します。また、歪みを除去できません。
手間がかかりますが、先に絞り加工を行うことで変形のない綺麗な商品になります。
ブランク加工をしてから絞り加工を行うと、当然絞り形状により、材料が引っ張られて、ブランク形状は変形します。また、歪みを除去できません。

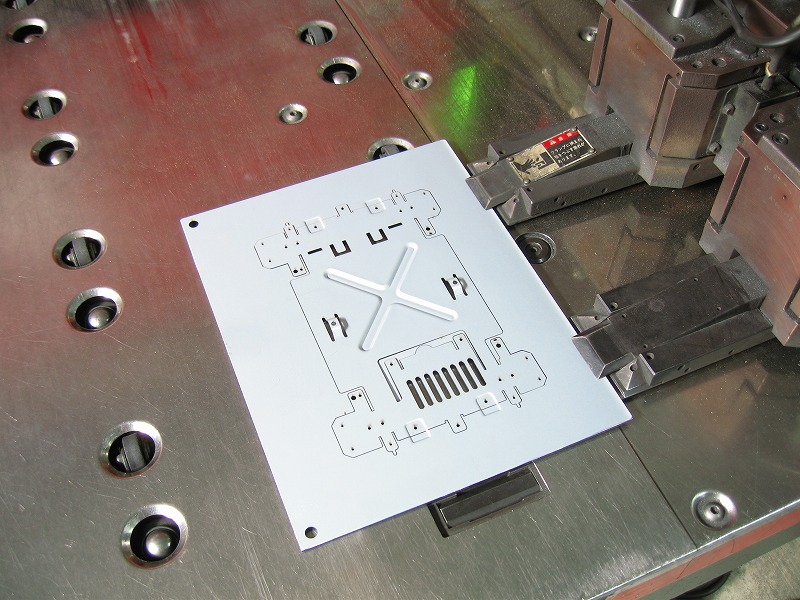
 レーザー加工
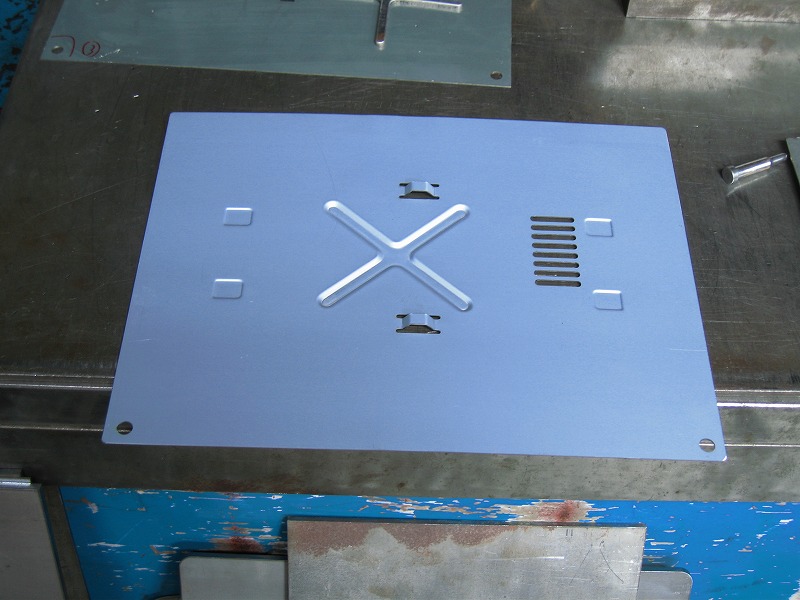
レーザー加工絞り加工後にレーザー加工にて、穴や内経路を加工します。
この際、レーザー加工機に装着されている位置決めカメラにて位置を補正し、正確な位置に加工します。
この際、レーザー加工機に装着されている位置決めカメラにて位置を補正し、正確な位置に加工します。
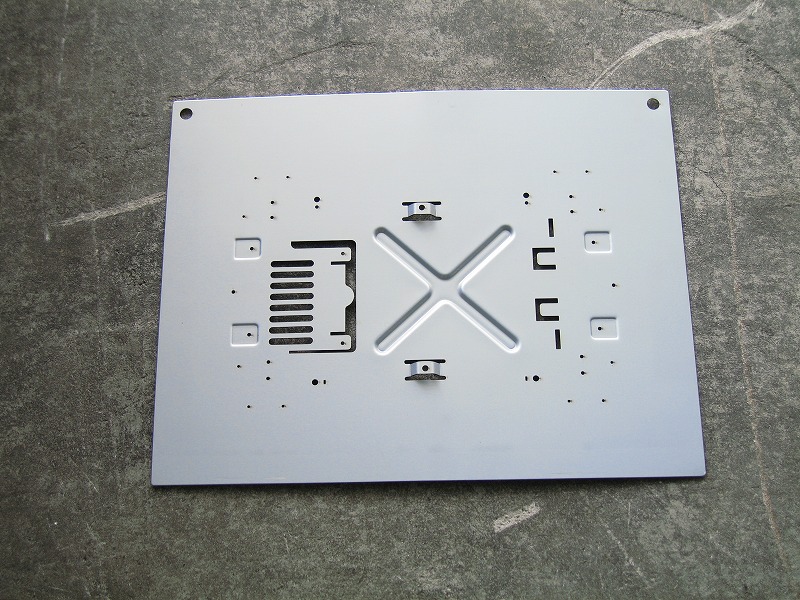
 外形切断
外形切断続けて外形を切断します。
商品よりも大きな板取りサイズで加工をはじめて、絞り加工の際の歪みは、商品よりも外側に逃がし、外形を切断する際に、歪み部分も捨ててしまいます。
こうすることで、歪みがなく、外形も寸法どおりのブランク材が完成します。
商品よりも大きな板取りサイズで加工をはじめて、絞り加工の際の歪みは、商品よりも外側に逃がし、外形を切断する際に、歪み部分も捨ててしまいます。
こうすることで、歪みがなく、外形も寸法どおりのブランク材が完成します。
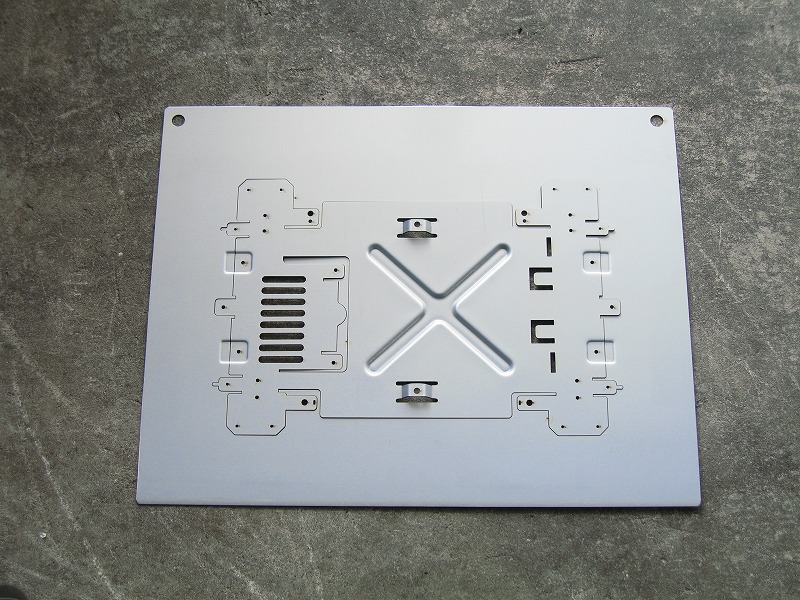
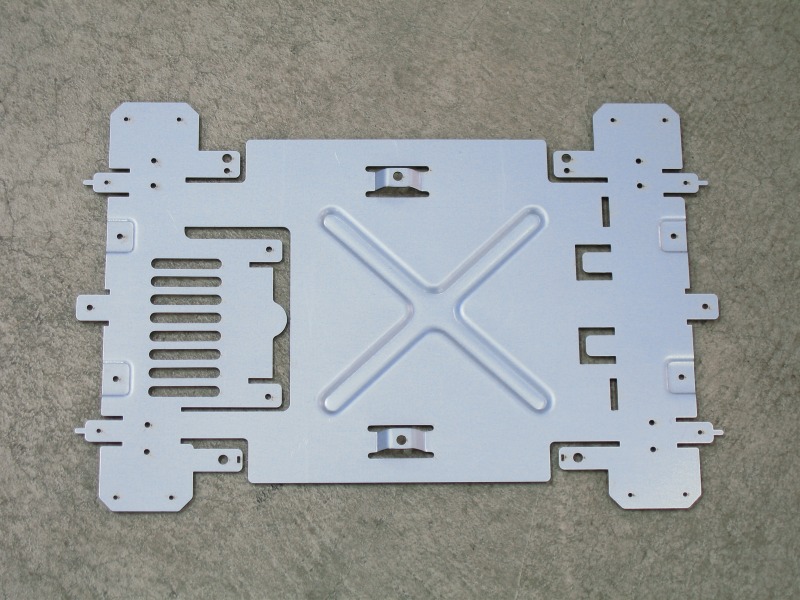
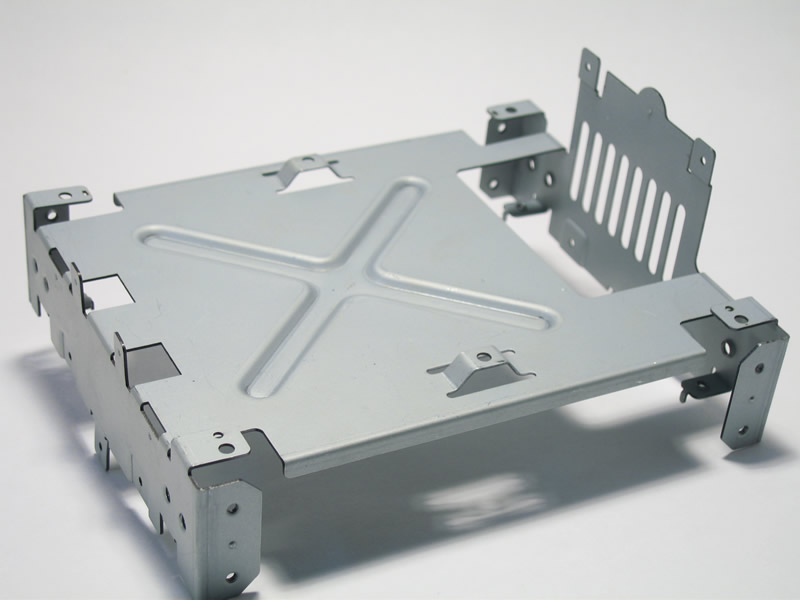
 完成
完成
完成したブランク材に、バーリング、タップ、曲げ、その他の加工を行い、完成となります。
この積層金型技術をはじめ、さまざまな簡易製作技術を加えることで、予算を抑え、なおかつスピーディーな試作品を、ご提供させていただいております。
【簡易金型、治具の有効活用】
ご依頼いただく試作品には、さまざまな形状がもりこまれており、市販金型では加工できない形状が多々含まれています。
量産品ともなれば、その加工に伴う金型を製作することになりますが、少量の試作品に対して都度、金型を製作するのは非常にコストアップになります。
曲げ金型を例にとりましても、市販金型のみで製作が完了するケースは、全体の半分ほどの割合です。
市販金型で加工できない部分は、何らかの金型が必要になりますが、社内には過去に製作した簡易金型を、無数に保有しておりますので、それらを、できるだけ有効に活用することで、コスト、納期、双方のメリットをご提供させていただきます。
量産品ともなれば、その加工に伴う金型を製作することになりますが、少量の試作品に対して都度、金型を製作するのは非常にコストアップになります。
曲げ金型を例にとりましても、市販金型のみで製作が完了するケースは、全体の半分ほどの割合です。
市販金型で加工できない部分は、何らかの金型が必要になりますが、社内には過去に製作した簡易金型を、無数に保有しておりますので、それらを、できるだけ有効に活用することで、コスト、納期、双方のメリットをご提供させていただきます。

